Image

175 - 450 m3/h Two Stage Liquid Ring Vacuum Pumps
Two Stage Liquid Ring Vacuum Pumps are used for pumping dry and wet gases, small quantities of liquid can be handled. They are used in the areas at which vacuum needed between the pressures 1013 to 33 mbar.
Motor Power
11 - 15 kW
Motor Speed
1450 rpm
Service Liquid Flow
max 30 - 45 lt/min
Suction Capacity
175 - 450 m3/h
Explore
Pressure Range
33 - 1013 mbar
Admissible Pressure Difference
max 1.1 bar
Gas Temperature
max 100°C
Service Liquid Temperature
max 70°C
Service Liquid Viscosity
max 4 mm2/s
Sound Pressure Level
(at 80 mbar suction pressure) 66 ±3 dBA
Service Liquid Density
max 1200 kg/m3
Flow Resistance of the Heat Exchanger
max 0.2 bar
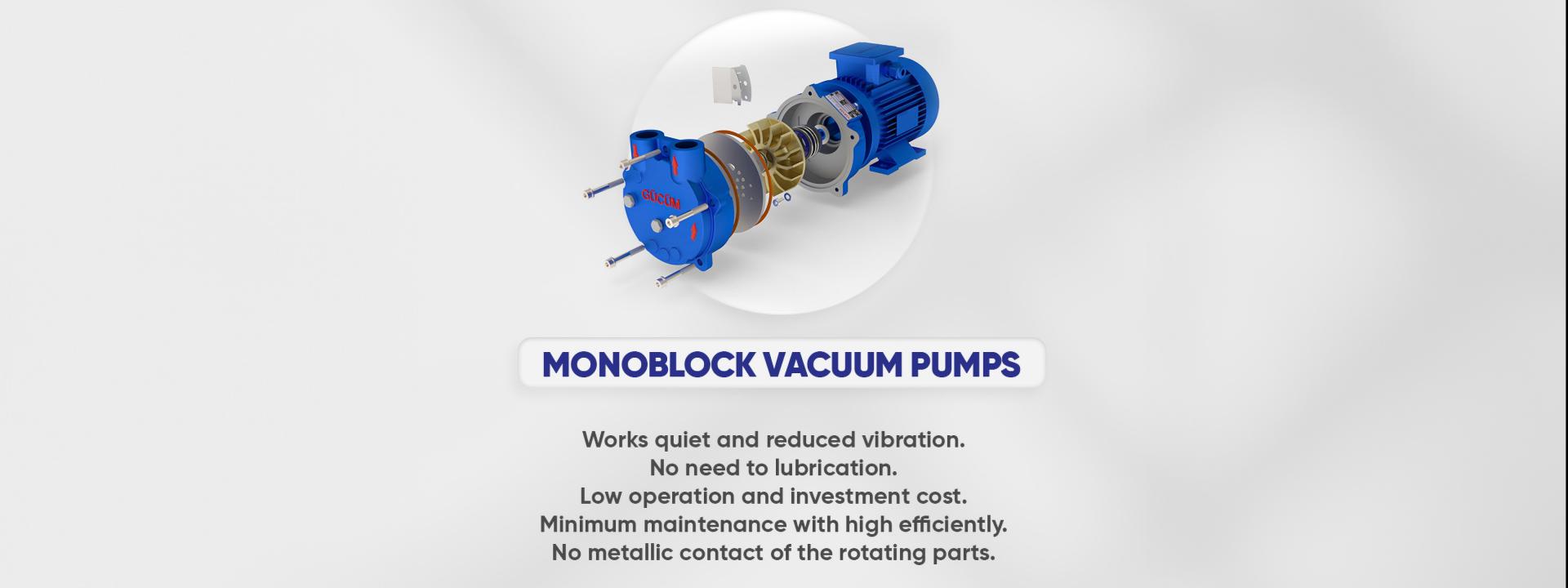
This Two Stage Liquid Ring Vacuum Pumps have the below features:
- Able to pump every kind of gases and vapours
- Able to handle small quantities of liquid with gases
- Oil-free, no need to lubrication
- Pumped gas do not touch the oil
- Minimum maintenance with high efficiency
- No metallic contact of the rotating parts
- Works quiet and reduced vibration
- Nearly everywhere used with suitable material choices
Service Liquid
During pump working, service liquid must be supplied to replenish the liquid ring and to cool the pump (generally water is used). The exhausted liquid could be used again after separating the gas inside of It. The direction of the rotation is clockwise, when looking from the motor on the pump.
Downloads
Image

Image

Liquid Ring Vacuum Pumps offer pressure of up to 33 mbar absolute, which ensures a powerful suction capacity, capable of meeting the demands of numerous applications across different industrial sectors.
Image

Engineered to operate quietly and with minimal vibration levels. This design makes them an ideal choice for settings where noise reduction and minimal vibration are essential.
Image

Oil-free, no need for lubrication. This feature can reduce maintenance requirements and potential risks associated with oil-based systems, making the pump more efficient and potentially extending its operational lifespan.
Image